The pouring system and exhaust system in the vacuum suction casting process of the thin-walled feature parts of the melting model under study were designed, and the filling process and possible casting defects of the thin-walled parts were simulated using numerical simulation software. The results show that: vacuum casting forming method can better solve the casting of the casting easily encountered filling difficulties, spattering and air holding and other technical difficulties, can obtain a complete contour, internal and external quality of the qualified castings; vertical single-channel pouring program is better than the horizontal two-channel pouring program, so that the alloy liquid flow filling process smooth and smooth, to avoid the liquid metal convergence and impact phenomenon, reduce the production of casting defects.
01 Process Programming
In the casting process of thin-walled castings, solving the problem of alloy melt filling is the key to obtain high-quality castings. Surface tension and Laplace force are important factors affecting the alloy liquid filling the cavity of thin-walled castings, and it is generally difficult to accurately form using traditional gravity casting. Want to obtain a complete profile, accurate size and quality of castings, which alloy chemical composition, melting process, shell properties and casting process play a very important role, especially casting process and shell properties are important factors affecting the casting to obtain the final organization and performance. According to the casting structure characteristics and technical requirements, the choice of silica-sol casting materials and vacuum suction casting anti-gravity casting process, pouring process in the homemade integration of vacuum suction casting machine to complete.
1.1 Characterization of casting structure
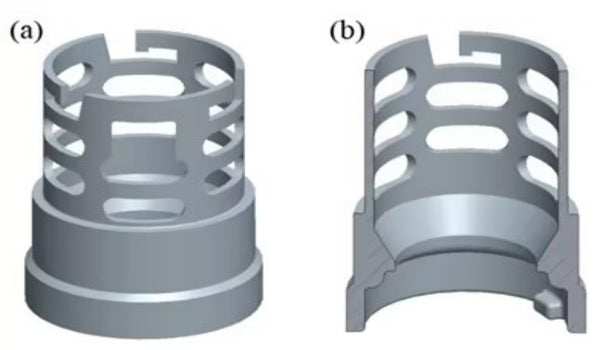
Application of Pro / E modeling software to complete the casting three-dimensional solid modeling, as shown in Figure. Structural characteristics: the casting internal cavity state, the maximum outer diameter of 46 mm, the inner diameter of 42 mm, the profile height of 60 mm, the presence of a number of closed or semi-closed openings in the wall. As can be seen in section 1b, the casting is thin and of uneven thickness, with a minimum wall thickness of 1.8 mm and a maximum wall thickness of 8.6 mm, and there is a gradual change in thickness from 4 to 8.6 mm. It can be seen that the part belongs to the typical miniaturization, lightweight, thin-walled, complex, high-precision near-net-forming components.
Through the structural analysis, it can be seen that the casting of this part is the biggest difficulty is uneven wall thickness, large cross-sectional variation, alloy liquid convergence points, there are certain difficulties in filling, if the gravity casting can not guarantee the integrity of the molding and casting quality, so the use of vacuum suction casting anti-gravity casting in order to meet the product in the dimensional accuracy and surface quality of the process requirements.
1.2 Structural design of pouring system
According to the characteristics of the anti-gravity casting process, the pouring system takes care of the two functions of mold filling and solidification and shrinkage at the same time, i.e., it is the flow channel for the alloy liquid to fill the mold smoothly, and it is also the pressure channel for the solidification and shrinkage. Ideal pouring system can not only realize the alloy liquid from the bottom to the top of the sequence of smooth filling casting, but also can ensure that the solidification process in accordance with the sequence of solidification.
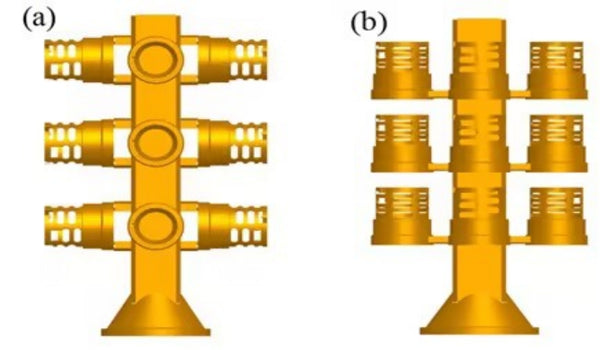
Therefore, from the point of view of realizing sequential filling and solidification and shrinkage, the design of the pouring system as a whole adopts the tree-mold structure where the straight sprue and the inner sprue are connected. According to the structural characteristics of the casting, this test is proposed to design the two pouring systems shown in Fig.
- Option 1: Horizontal dual-channel pouring system, with a square straight pouring channel with a cross-section size of 45 mm × 45 mm and a length of 340 mm, and a rectangular inner channel with a cross-section size of 25 mm × 8 mm and a length of 16 mm, which is connected to the ring part of the casting with a larger wall thickness. Three layers are distributed in the straight channel with a spacing of 80 mm and four castings are placed in each layer. The advantage of this design is that it increases the flow of alloy liquid filling and shrinkage, which helps to improve the casting densities.
- Option 2: Vertical single-pass pouring system with the same dimensions of the straight sprue as in Option 1 and the same mold setup, with the difference that the rectangular inner sprue is placed on the outside of the ring part of the casting where the wall thickness is larger. The program changed the liquid flow filling direction, the use of bottom injection type pouring, so that the filling is more stable.
1.3 Exhaust system design
The fusion mold shell used in this project is a closed shell with silicone sol as the adhesive, which has poor permeability compared with sand and gypsum mold shells. Therefore, it is not conducive to the smooth discharge of the original gas in the cavity and the gas released from the heat of the shell and core during rapid mold filling, thus affecting the mold filling process and process stability. In view of this situation, a venting hole with a cross-section size of 50 mm × 50 mm was opened at the top of the straight channel to increase the permeability of the shell. The exhaust system designed in this way can not only play a good role of exhaust and slag collection, but also increase the local heat dissipation area, accelerate the solidification rate of the straight channel, and promote the sequential solidification.
02 Numerical simulation research
Through the ProCAST simulation software to simulate the filling process of thin-walled castings, the reasonableness of the process program design and casting quality can be predicted in advance. In the simulation software, the casting material is selected AlSi7Mg0.3 alloy, the casting material is selected REFRACTORY_Fused_Silica model in the material library, and the thickness is defined as 6 mm. According to the relevant literature on anti-gravity casting and combining with the actual production experience of aluminum alloy, we set the alloy pouring temperature at 720 ℃, the filling speed at 120 mm/s, the vacuum degree at -50 kPa, the mold temperature at 300 ℃, and the vacuum degree at -50 kPa, and the mold temperature at 300 ℃. The vacuum degree is -50 kPa, the mold temperature is 300 ℃, the ambient temperature is 20 ℃, the crystallization holding time is 100 s, the cooling mode is natural air cooling, and the heat transfer coefficient between the casting and the casting interface is 500 W/(m2-k).
2.1 Simulation of mold filling flow field
Fig. 1 and Fig. 2 show the numerical simulation results of the casting filling process at different moments under the two schemes, respectively. From Fig. 1 and Fig. 2, it can be seen that both schemes can realize the smooth and rapid filling of metal liquid layer by layer in the casting, and the rise of metal liquid in the direct channel is stable and continuous, without spattering or turbulence, which indicates that the suction casting pressure is selected appropriately. Option 1, the upper and lower two channels flow through the liquid metal at the same time, the flow rate is larger, but from the completion of the mold filling time, the horizontal two-channel pouring system compared with vertical single-channel pouring system did not end the mold filling ahead of time, which indicates that the number of channels can not speed up the completion of the mold filling time. Moreover, the two streams of liquid metal flowing into the upper and lower inner channels meet and impact in the thicker and larger annular area, which may form defects such as porosity or oxidized inclusions. In addition, this location is also a hot joint prone area, solidification may produce loose defects. In Option 2, the bottom injection type casting is adopted, and the melt can fill the cavity smoothly, and there is no phenomenon such as liquid flow intersection and folding or eddy current. Therefore, in comparison, the pouring system designed in Option 2 is more reasonable.
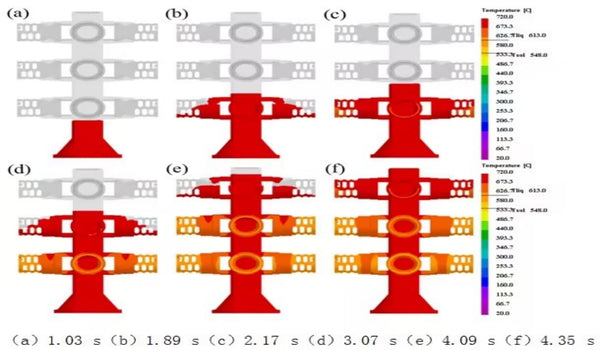
Fig. 1 Simulation results of charging process of scheme I
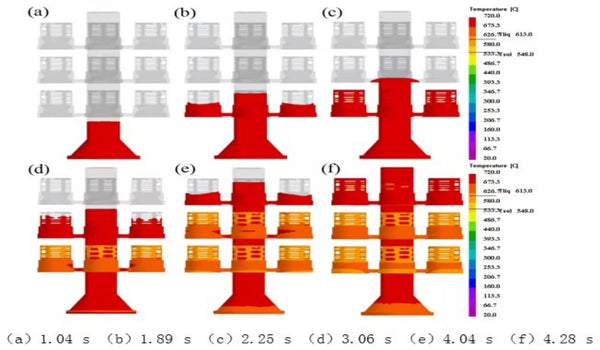
Fig. 2 Simulation results of charging process of scheme II
Fig. 3 and Fig. 4 show the simulation results of the temperature field distribution of the solidification process of the castings under the two schemes, respectively. From the simulation results, it can be seen that both pouring methods are able to realize the sequential solidification process from the end of the casting → inner sprue → straight sprue, which is in line with the sequential solidification characteristics of the anti-gravity casting, and the solidification process of the casting system is sufficient to make up for the shrinkage of the casting body. As can be seen from Fig. 3, the horizontal two-channel pouring system presents a sequential solidification process from the outside to the inside of the overall module solidification, and the vertical single-channel pouring system shown in Fig. 4 presents a sequential solidification process from the top to the bottom of the overall module solidification. Comparison shows that the individual castings of the two pouring schemes also show a good sequential solidification process, with solidification starting at the top thin-walled part of the casting first, gradually advancing to the middle-thick part, and finally solidifying at the part connected with the inner sprue. Comparing the temperature gradient on the right side, it can be seen that the temperature difference between the temperature of the liquid at the highest place and the temperature at the lowest place in the casting during solidification is more than about 100 ℃, which is mainly caused by the uneven wall thickness of the casting, and the defects such as loosening type or underpouring will be produced if the make-up shrinkage is not timely or sufficient.
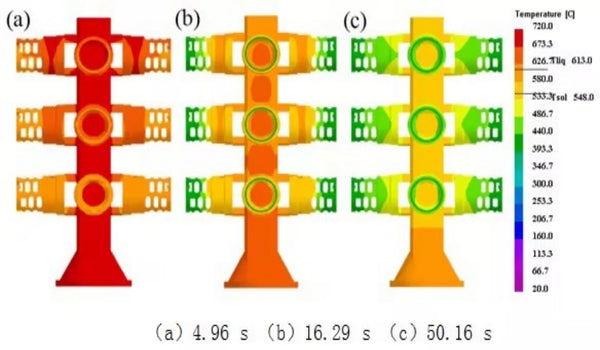
Fig. 3 Simulation results of solidification temperature field distribution of castings in scheme I
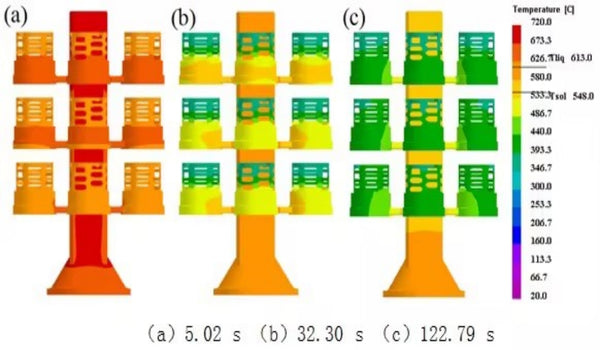
Fig. 4 Simulation results of solidification temperature field distribution of castings in scheme II.
2.2 Simulation of casting defect distribution
The porosity parameter in the defect prediction module of the simulation software is set to 2%, and the casting defects are predicted for the castings after crystallization and solidification, and the simulation results are shown in Figures 5 and 6. Comparing Fig. 5 and Fig. 6, it can be seen that there are basically no large shrinkage holes and shrinkage loosening in the solidified castings under the two pouring methods, and the distribution of defects in the 12 castings on each mold group is approximately the same, which suggests that the location of the casting group has little influence on the distribution of defects. Since the straight pouring channel system is the final solidification area, a certain degree of defect concentration will be formed in the heart, but this part will be removed by machining afterwards, so it will not affect the overall performance of the castings. It was observed that in both pouring methods, sporadic shrinkage occurred in the solidification zone of the thin-walled surfaces away from the inner sprue. The reason why shrinkage defects appeared at this location was mainly because the thin-walled positions at the top of the casting were the last to be filled with melt during the mold filling process, and by the time the leading liquid metal reached these positions, the melt temperature might have dropped below the average temperature of the whole casting. In addition, these parts of the wall thickness is too thin, the cavity of the liquid metal solidification and cooling speed is faster, the sprue can not play an effective solidification shrinkage, or even too late to make up for the shrinkage, thus forming the shrinkage of loose defects. Usually can be considered appropriate to increase the filling speed or alloy casting temperature, improve the liquid metal filling capacity to reduce the defects produced here. Figure 5 shows that in the two-channel pouring mode, the casting is thicker and larger ring part of the solidification of the possibility of shrinkage holes, which is closely related to the simulation results of the filling process in Figure 1 shows that the upper and lower two strands of the liquid metal in the convergence of the phenomenon and the impact of the occurrence of this place. Figure 6a shows that under the vertical single-pass pouring method, the casting defects are mainly concentrated in the thin-walled position at the top of the casting and the thicker and larger annular parts, but the volume is relatively small, which can be clearly seen from the longitudinal section of the defect distribution in the XY direction in Figure 6b.
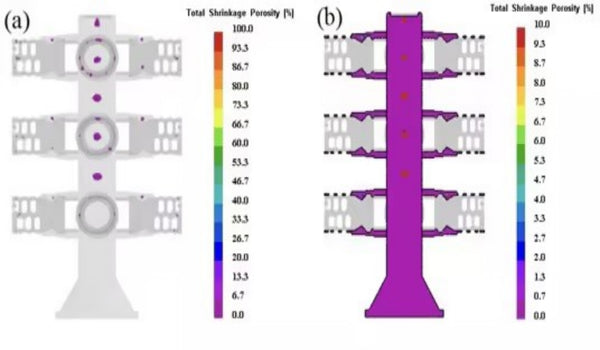
Fig. 5 Simulation of defect distribution for Scenario 1
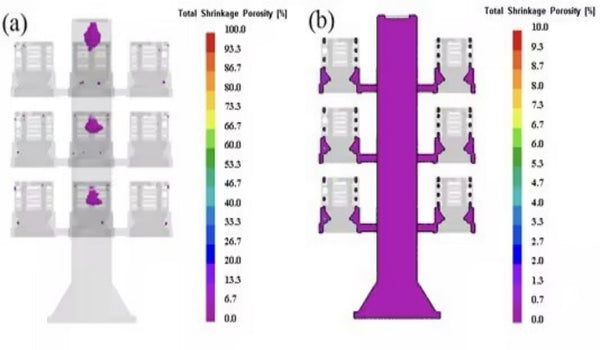
Fig. 6 Simulation of defect distribution for Scenario II
03 Pouring results and analysis
3.1 Thin-walled casting pouring results
ZL101A aluminum-silicon alloy material was used in the self-made vacuum suction casting machine for casting test. Figure 7 shows the macroscopic morphology and longitudinal section of the thin-walled casting formed by pouring under two programs. From the appearance of the casting morphology can be seen, the part is generally complete filling, smooth internal and external surfaces, the wall does not appear obvious pores, inclusions and loose and other defects, it shows that the process parameters are selected reasonably, can be used in production practice. Comparative observation of section Figures 7b and 7d found that the castings formed by horizontal two-channel pouring scheme, the dotted line box shows the thick annular region appeared in the spongy shrinkage holes of a larger size, clearly visible to the naked eye. In order to eliminate the chance factor, three more castings on the same mold set were cut, and such defects were also found in varying degrees in the corresponding parts of two of the castings, which were basically consistent with the casting defect simulation. The existence of defects will greatly affect the structural strength of the casting and airtightness, etc., reducing the casting performance, therefore, this pouring program is not desirable. On the longitudinal section of the casting formed by the vertical single-pass pouring scheme (Figure 4b), no similar holes were found in the same position, and no shrinkage holes and other kinds of defects were found in other positions, and the inner surface was smooth, indicating that the casting quality was excellent.
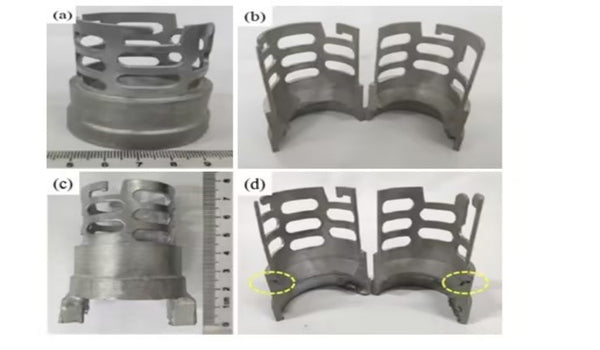
Fig. 7 Vacuum suction casting of thin-walled castings
(a) and (b) for vertical one-pass pouring; (c) and (d) for horizontal two-pass pouring.
Pouring test results show that: the use of horizontal two-channel pouring mode, liquid metal convergence caused by casting defects than the possibility of defects caused by the geometry of the thermal joints, is not conducive to obtaining high-quality parts; the use of vertical single-channel pouring program molding casting quality is excellent, less metallurgical defects, in line with the casting of the process requirements. Therefore, in this thin-walled casting vacuum suction casting production process, vertical single-pass casting program is better than horizontal two-pass casting program, the reliability of its casting system is higher.
3.2 Non-destructive testing
X-ray flaw detection machine is used to carry out comprehensive X-ray non-destructive testing on the complete castings molded under the vertical single-channel pouring method. From the inspection results in Figure 8, it can be clearly seen that there are no holes or loose defects inside the casting, and the internal metallurgical quality is in full compliance with the requirements of HB963-90 aluminum alloy casting standard ideal process. Comparison with the defect simulation results in Figure 6 shows that there is no large deviation between the two, and the match is good. Defect simulation results show that in the casting of the top thin-walled and thicker ring-shaped hot joints in the region of the possible existence of small shrinkage, while in the flaw detection photographs there is no defects, this is mainly due to the actual casting process there is a certain degree of volatility, and the simulation results can not be 100% completely corresponds to just a stable probability of the value. Therefore, the actual test results better verify the accuracy of the ProCAST process simulation as well as the certification ability, which has a certain practical guidance.
Fig. 8 X-ray flaw detection image of thin-walled casting
04 Conclusion
- Vacuum casting method can realize thin-walled casting, which can better solve the technical problems such as filling difficulty, splashing and easy to hold air when casting thin-walled parts, and can form qualified castings with complete contour, dense organization and good quality.
- Vertical single-channel pouring program is better than horizontal double-channel pouring program, the liquid flow of the casting throughout the mold filling process is smooth and smooth, avoiding the convergence of the liquid metal and the phenomenon of impact, this pouring system can be used for practical production.
- The casting in the solidification process can basically realize the sequential solidification, the casting system for the casting body to make up the shrinkage is sufficient, but in the top of the thin position is easy to appear shrinkage, so in the actual casting production can be solved by improving the filling speed or alloy pouring temperature.
View more related articles
How to use and maintain your rolling mill?
About the selection of work components for a jeweler’s workbench 01
About the selection of work components for a jeweler’s workbench 02
Choosing a Jeweler’s Workbench 03: Jeweler’s Lighting Solution
Two types of casting machines: the difference between vacuum casting and centrifugal casting